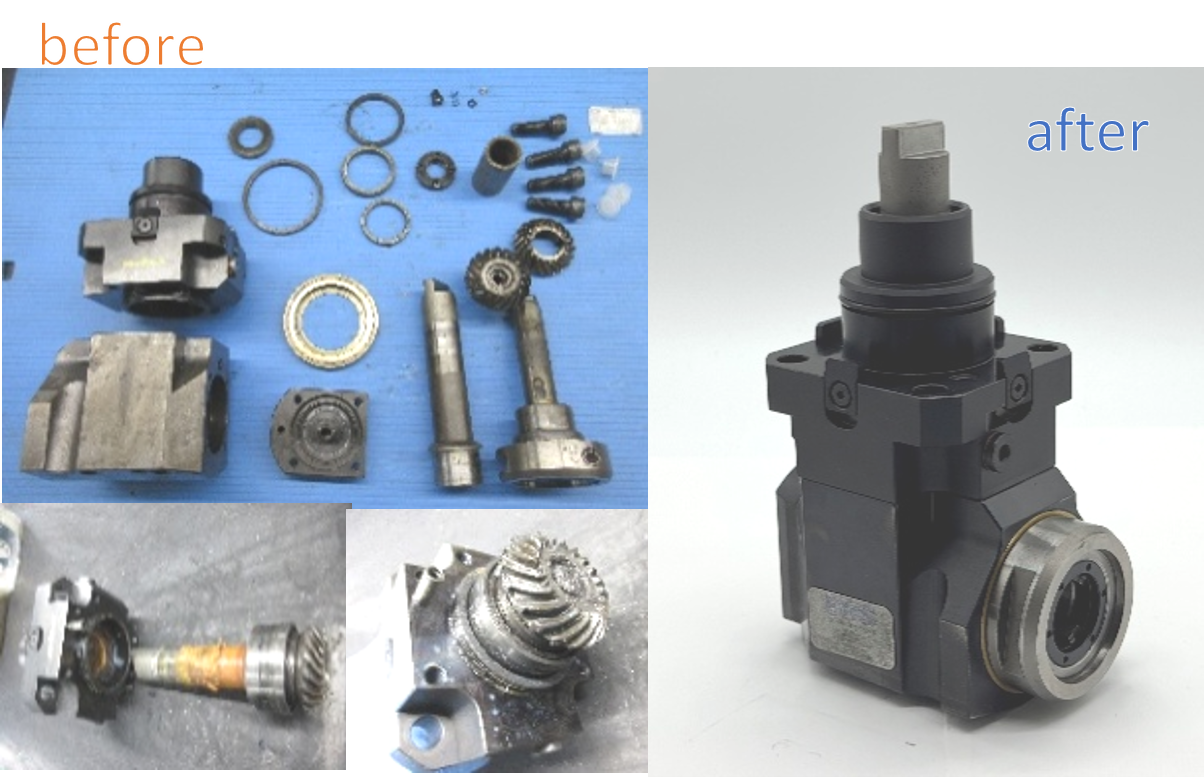
回転工具(ミーリングユニット)再生修理(リビルド)

| メーカー | オークマ |
|---|---|
| 種別 | フェース型 |
| 設備 | オークマ |
1.修理の経緯
お客様より、加工中に主軸部分から「ガタつき」が発生しているとのご相談をいただきました。
精度の低下は加工品質に直結するため、直ちに弊社にて引き取り、内部の状態を詳しく調査いたしました。
2.原因調査と不具合内容
分解調査の結果、以下の不具合が確認されました。
※分解して不具合要因を調査するまでは、無料で実施します。
①主軸ガタつき
加工軸固定のベアリング内部予圧が減少し、加工荷重に耐えれなくなっていました。
②内部水侵入
オイルシール類の摩耗やOリングの変形等で水やダストが内部に浸入していました。
③消耗品の劣化
ベアリング類やシール類の劣化がありました。
④主軸刃物取り付け部
主軸ネジ部が摩耗と衝突により、破損して主軸の修正が不可能の状態でした。
※鬼頭精器製作所の拘り
調査結果で使用できる部品は極力使用し、修理費用を抑えながら品質を確保した修理を実施します。
3.修理・整備の内容
①主軸ガタつき
主軸固定用ベアリングを新品に取り替えました。
②内部水侵入
水浸入防止用オイルシール類、Oリング類を新品に取り替えました。
②消耗品の劣化
固定用ボルト類を新品に取り替えました。
③主軸刃物取り付け部
主軸を再製作して取り替えることで加工荷重に耐え、品質を確保した高い加工精度を取り戻しました。
※鬼頭精器製作所の拘り
各種シール類、ベアリング取り付け後にリテーナーによる予圧調整を実施すると共に
ギヤバックラッシュの調整等を実施して新品同様の滑らかな回転と耐久性が蘇りりました。
4.納人
取り付け面に対する主軸の平行度、直角度およびハウジングとの同軸度等の幾何興さ測定を
三次元測定機にて測定を実施しました。
・平行度=0.02(規格) ⇒ 0.003(実測)
・直角度=0.02(規格) ⇒ 0.003(実測)
・同軸度=±0.03(規格) ⇒ +0.004(実測)
・振れ=5μ以下(規格) ⇒ 0.002(実測)
※鬼頭精器製作所からの提案
定期的なメンテナンスにより、突発的な故障リスクを抑え、安定した加工精度を維持することが可能です。
※ホームページの【豆知識】には、日頃のメンテナンス方法等が記載されていますので参考にして下さい。